Baza Wiedzy
Formularz zapytaniowy
Czy wiesz że:
- Mamy maszyny dostępne z ekspozycji. Więcej informacji w zakładce OFERTAdalej
AP-1500 30PM Automatyczne stanowisko do wiercenie i gwintowania
Strona główna » Oferta » Wiertarki słupowe i wieloczynnościowe » AP-1500 30PM Automatyczne stanowisko do wiercenie i gwintowania


|
Parametr |
|
Wartość |
|
Silnik wrzeciona |
obr./min |
1,5kW/1500 |
|
Obroty wrzeciona |
obr./min |
0-2400 regulowane bezstopniowo |
|
Posuw szybki w osi : X / Y / Z |
mm/min |
10 000 / 2000 / 2000 |
|
Długość / szerokość rolotoku podawczego |
mm |
2000 / 200 inne długości wg ustaleń |
|
Max skok podajnika |
mm |
1200 inne długości wg ustaleń |
|
Max szerokość detalu zależna od rozmieszczenia otworów |
mm |
75 (max 150) inne wielkości wg ustaleń |
|
Zacisk materiału |
|
Pneumatyczny |
|
Śruba kulowa |
|
Oś X i Y |
|
Rolotok odbiorczy |
mm |
1000 inne długości wg ustaleń |
|
Masa |
kg |
600 |
|
Układ sterowania |
|
Mitsubishi |
|
Zasilanie / sterowanie |
|
400V, 50Hz / 24V |
 ZOBACZ FILM
ZOBACZ FILMCHARAKTERYSTYKA TECHNICZNA
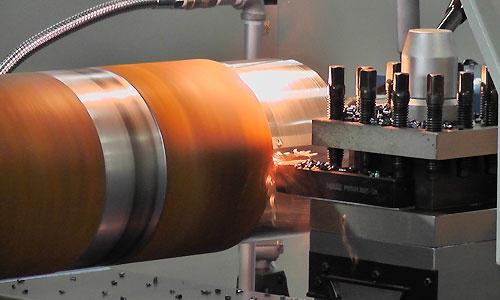
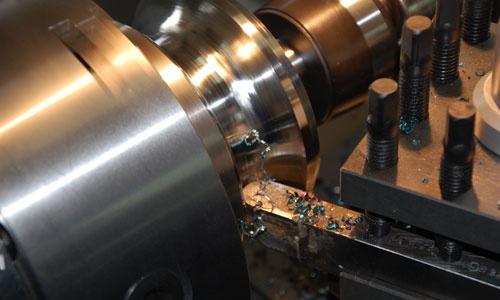
Automatyczne stanowisko wiercenia i gwintowania otworów w długich elementach AP-1500 30PM
Służy do prac wiertarskich jak wiercenie, rozwiercanie, pogłębianie, nakiełkowanie, gwintowanie, roztaczanie, szczególnie w długich elementach. Materiał (płaskownik, przekrój) podawany jest podajnikiem napędzanym serwomotorem sterowanym z centralnego komputera (sterownika) z kontrolą przemieszczeń cyfrowym pomiarem liniowym w systemie absolutnym. Rękaw podajnika z zaciśniętym materiałem przesuwa materiał o odmierzoną odległość w czasie zluzowanego imadła roboczego zainstalowanego na wiertarce. Po dokonaniu przemieszczenia zaciśnięte zostaje imadło robocze wiertarki, włączone obroty wrzeciona i posuw pinoli do materiału. Najpierw szybkim dojściem a następnie posuwem roboczym o parametrach podanych w programie a wprowadzonych z pulpitu sterowniczego lub z programu wcześniej przygotowanego na biurowym komputerze. Przy materiale dłuższym niż przesuw podajnika, po wyczerpaniu się możliwości dalszego przesuwu, materiał zostaje zaciśnięty w imadle wiertarki, imadło podajnika zostaje zluzowane i cofa się o zaprogramowaną odległość i po zaciśnięciu imadła podajnika i zluzowaniu imadła wiertarki następują dalsze przesuwy wierconego materiału aż do następnej granicy możliwości kiedy operacja przechwytu zapewnia dalsze przesuwanie materiału aż do dokończenia wiercenia w całej długości wierconego materiału. Ta multiplikacja sterowana jest samodzielnie przez komputer sterownika maszyny.
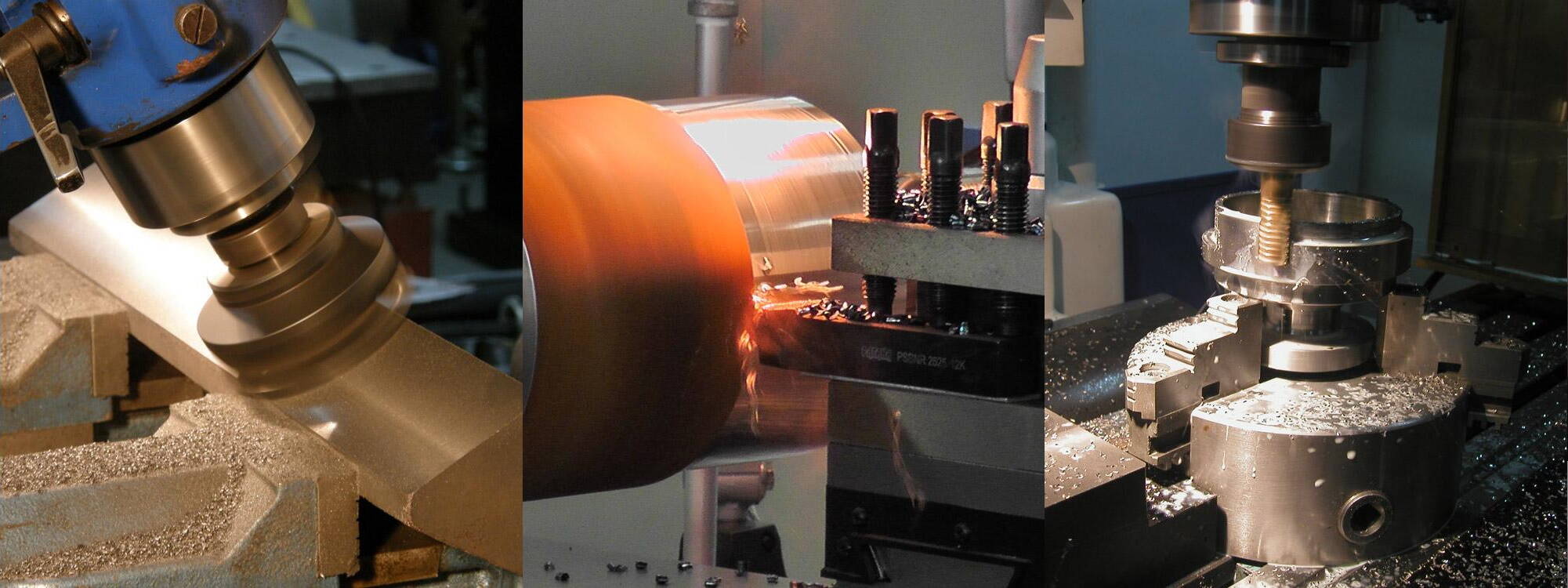
Połączenie obrotów wrzeciona z jego posuwem kontrolowane jest z komputera sterownika co pozwala programować posuwy w mm/obrót i w konsekwencji wykonywać również gwinty ze skokiem wymuszonym. Jest to ważna zaleta również przy gwintowaniu gwintownikiem. Oferujące podobne maszyny firmy zagraniczne stosują w tym celu „śruby matki” montowane na wrzeciono. Wymaga to jednak wykonywania i montowania innych śrub matek dla każdego skoku wykonywanego gwintu co poważnie wydłuża czas operacji, powoduje konieczność przezbrajania maszyny przy zmianie nacinanego skoku i ciągłego smarowania szybko zużywającej się nakrętki. W naszym rozwiązaniu zmiana skoku nacinanego gwintu wymaga jedynie wpisania żądanego skoku na pulpicie maszyny.
Cyfrowe sterowanie posuwem pinoli wrzeciona pozwala również na wprowadzenie możliwości ekonomicznego wiercenia przekroi, kiedy po przewierceniu pierwszej ścianki następuje szybki przesuw do chwili zbliżenia wiertła do drugiej ścianki i wtedy przejścia do posuwu roboczego, następnie szybkie wycofanie.
Ważną zaletą naszego urządzania jest sterowany numerycznie przesuw poprzeczny stołu maszyny co łącznie z odpowiednio skonstruowanym rękawem podajnika umożliwia wiercenie otworów rozmieszczonych w dowolnych położeniach w poprzek materiału a nawet frezowanie poprzecznych kanałków („fasolek”). Rozwiązania innych firm nie oferują takich możliwości.
Układ sterowania maszyny ma zainstalowany software specjalnie stworzony przez firmę TOP i oparty na hardwarze firmy Mitsubishi pozwala na szybkie, precyzyjne i wysoce powtarzalne wykonywanie detali. Pozwala na sterowanie 4 osiami z funkcją synchronizacji osi.
Precyzje i powtarzalność maszyny zapewniają napędy posuwowe firmy Mitsubishi, które sterują silnikami posuwowymi. Maszyna pamięta także pozycję nawet po wyłączeniu maszyny.
Software zapewnia intuicyjną i łatwą obsługę maszyny dzięki panelowi dotykowemu, który daje operatowi dostęp do pracy w trybie pracy ręcznej i automatycznej oraz umożliwia edycję programów z możliwością tworzenia iteracji dla powtarzających się elementów programu. Dla zwiększenia wydajności maszyny w aplikacji do wykorzystania są cykle wiercenia głębokiego, przelotowego oraz gwintowania. Stworzone programy operator może zapisywać i wczytywać na HMI lub na pamięć zewnętrzną USB. Dla celów serwisowych udostępnione są również dodatkowe informacje na ekranie SYSTEM. Software dostępny jest w języku polskim i angielskim.
Podstawowymi zaletami naszego rozwiązania jest;
- umożliwienie wykonywania wiercenia i gwintowanie długich przedmiotów na maszynie stosunkowo niewielkiej i przez to odpowiednio tańszej, bardziej ekonomicznej oraz ekologicznej. Konwencjonalną metodą wykonywania takich zadań jest wiercenie na maszynie dłuższej (znacznie dłuższej) niż przedmiot wiercony a więc bardzo dużej wielokrotnie cięższej i drogiej z wykorzystaniem znacznej energii zarówno na pracę takiej maszyny jak i materiałów oraz energii do wyprodukowania takiej maszyny.
- Wysoka dokładność rozstawu osi otworów (przemieszczenia mierzone w tolerancji nawet do +-0,01mm).
- Opcja gwintowania z wymuszonym skokiem zwiększa dokładność i zmniejsza ilość braków przy gwintowaniu otworów, pozwala także wykonać gwinty w materiałach o małej wytrzymałości mechanicznej lub na odwrót w materiałach trudnoobrabialnych twardych itp.
- Możliwość wiercenia w obydwóch osiach ( X i Y ) z automatycznym najazdem na pozycje daje dodatkowe oszczędności przy wykonywaniu wielu konstrukcji.